

SPESSORE 1 mm - Profila per realizzare profili U ed Omega

CARATTERISTICHE

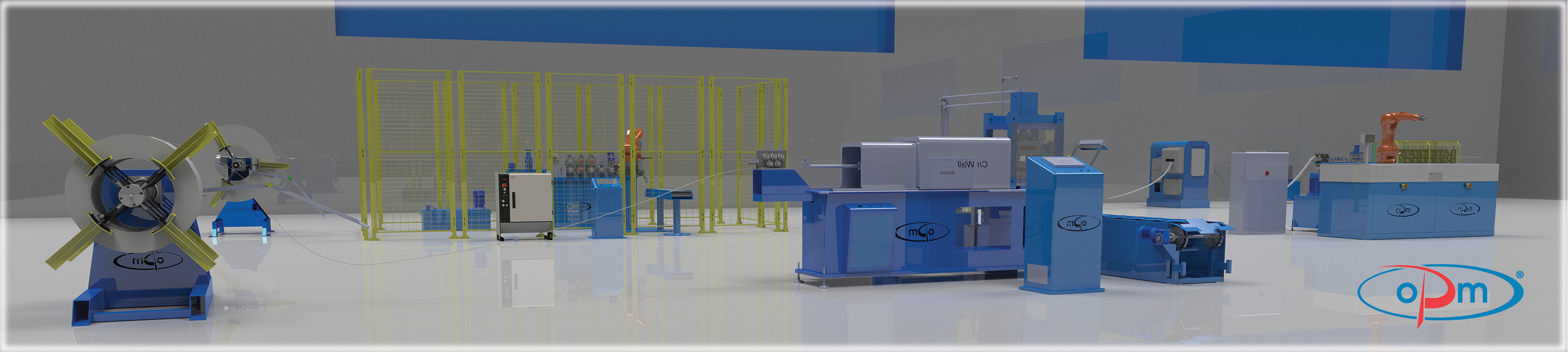
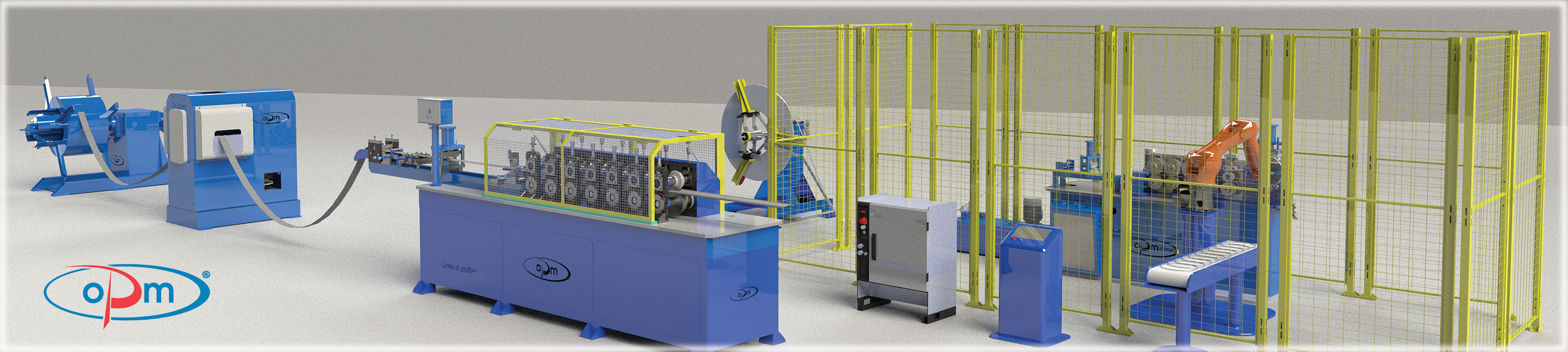
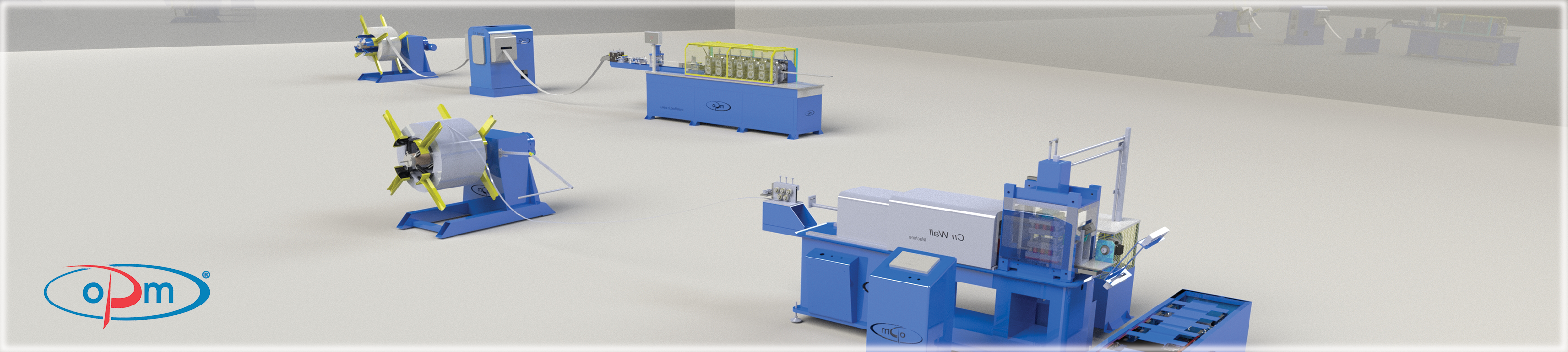
La Profila automatica OPM è specializzata nella produzione di profili U ed Omega utilizzando lamiera zincata-preverniciata con uno spessore di 6-8/. Garantisce una produttività stimata tra 20m e 25m al minuto, conformandosi alle normative CE.
Composta da un robusto basamento, un sistema di rulli, centraggio del nastro, centralina oleodinamica, impianto oleodinamico, unità di taglio e foratura oleodinamica, annullo fori manuale, quadro elettrico e sensori di rilevamento degli errori, la macchina segue una sequenza di lavoro ben definita.
Il processo inizia con il caricamento del coil su uno svolgitore motorizzato, seguito dal passaggio del nastro attraverso il sistema di centraggio e il sistema di rulli per una lavorazione precisa. La Profila, controllata da un PLC, gestisce l’intero processo di lavoro, garantendo una profilatura accurata con rulli motorizzati controllati da encoder per una precisione di +/- 0.5mm.
Il PLC funge da cervello, ottimizzando la produzione e gestendo le operazioni della macchina. La macchina è dotata di un quadro elettrico centralizzato per una manutenzione agevole e una diagnosi immediata in caso di malfunzionamento.
Le fotocellule monitorano la produzione effettiva del profilo, e i dati vengono memorizzati in tempo reale. In caso di emergenza, come il termine del nastro, la produzione si interrompe, ma può essere ripristinata dall’ultimo profilo prodotto quando la produzione riprende.
La macchina è dotata di un tasto di emergenza per bloccare la macchina manualmente in caso di anomalie non rilevate automaticamente. Le sicurezze attive e passive certificano la conformità CE, garantendo la sicurezza dell’operatore durante la lavorazione.
Lo svolgitore motorizzato ha una capacità massima di 1 Ton, con regolazione della velocità tramite inverter e sensori di rilevamento nastro fuori posizione per prevenire danni. Inoltre, la macchina integra un sistema pneumatico per annullare i punzoni di foratura se necessario.
La versatilità della Profila si estende alla produzione di profili ad U 8 ÷ 10/x, consentendo la sostituzione di alcuni componenti e l’aggiunta di accessori specifici per ottenere il profilo desiderato.




- Capacità svolgitore: 2.000 kg;
- Larghezza massima di lavoro: 350mm;
- Diametro interno del rotolo: 480-750 mm;
- Potenza motrice della linea: 8,5 -12,5kw
- Velocità di profilatura: 25 m/min;
- Tolleranza di lunghezza: ±1mm;
- Spessore lamiera: 0,3-4 mm;
- Numero di postazioni: 6-35;
- Diametro albero: 45-55 mm;
- Materiale dell’utensile: 42CrMo4 nitrurato a 64HRC;
- Materiale albero: 42CrMo4 28 HRC;
- Materiale lama: X210Cr12 58-60 HRC;
- Tipo di trasmissione: trasmissione a ingranaggi;
- Tipo di taglio: cesoia idraulica;
- Controllo di processo: Elettronica SCHNEIDER ELECTIIC, PLC Tex Computer