

ROLL FORMING MACHINE TO CREATE STRUCTURAL PROFILES - THICKNESS 3mm - ROLL FORMING MACHINE TO CREATE STRUCTURAL PROFILES

FEATURES

Automatic profiling equipped with graphic software that allows operator errors to be minimized, drawing on the screen what will be produced.
Dynamic calculation of dimensions to optimize machining.
Preview of the drilling to be performed.
Loading from pendrive of the work list to be carried out to optimize the work.
The OPM profile shaping machine is designed to make photovoltaic profiles 2mm thick.

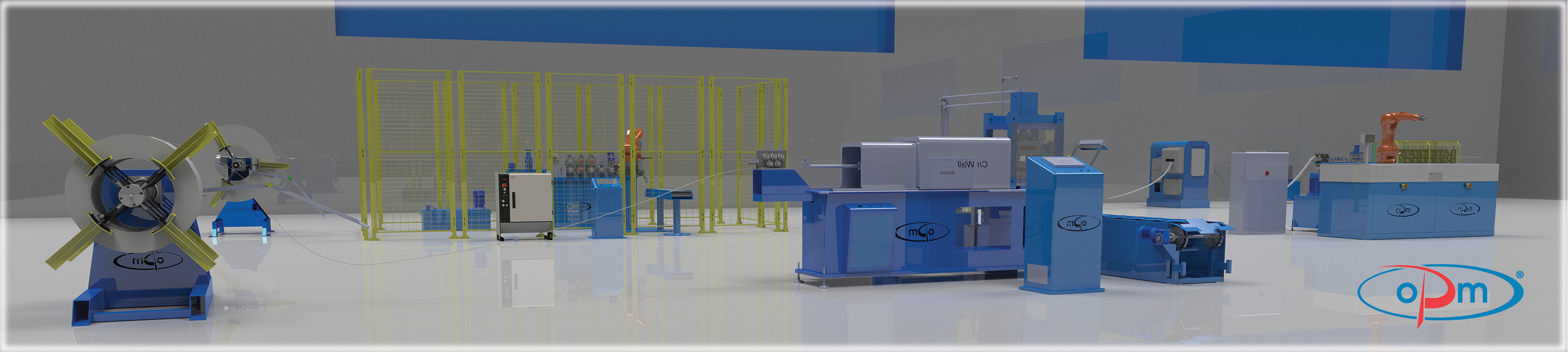
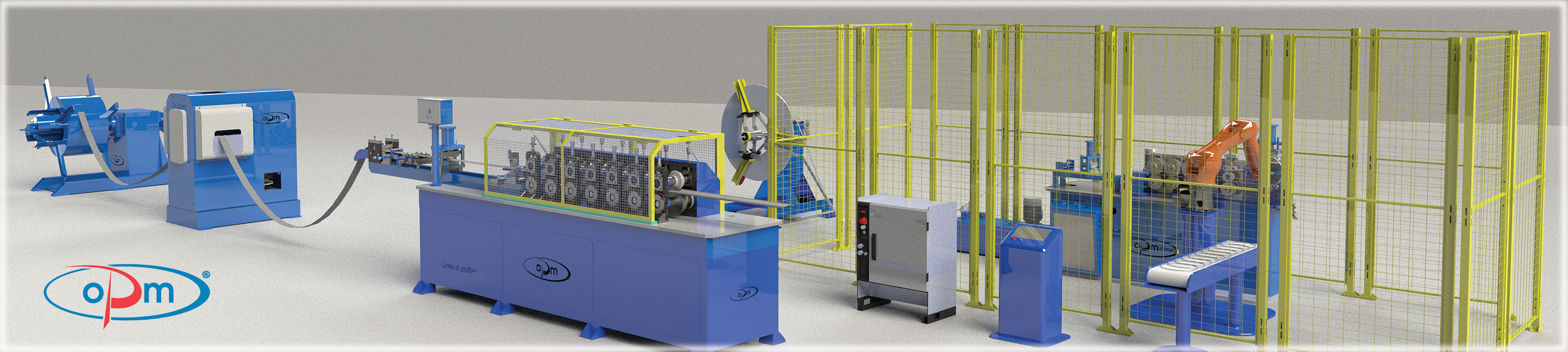
The CE-compliant machine consists of an electro-welded and painted base frame, a roller system, a strip centring system, an oleodynamic central unit, a pneumatic system, a lubrication system, oleodynamic unit to make intermediate holes, an hydraulic head/tail unit to make the loops, a hydraulic unit to cut the profiles, a de-warping unit and a straightener to correct any de-warping of the profiles, an electrical cabinet, a PLC with software to manage and optimise the work process, and a system of sensors to detect the operation of the machine.
From the feasibility study carried out, the work sequence is as follows:
You have to enter the data in the PLC, relating to the length of the profile you want to make and the quantity you want to produce, after which you press the START button and production starts automatically.
The coil is loaded onto a motorised unwinder and the strip is processed by the appropriate units to obtain the intermediate holes and slots. The strip then passes through the centring system that allows the rollers to profile it precisely. At the exit of the profiler is a warping unit that corrects any unwanted deformation of the profile, ensuring a product that is always the same and with calibrated dimensions. Finally, the profile is cut by the dedicated cutting unit.
The profiling machine consists of motorised rollers controlled in feedback by an encoder to guarantee a cutting precision of 2/3mm. Profiling is achieved in several steps, the last of which is dedicated to calibration.
The brain of the profile is the PLC, which is responsible for managing and optimising production, interfacing and connecting the various parts of the machine and moving parts, as well as managing the active safeties and detection sensors. In order to proceed with production, it is therefore necessary to set the technical characteristics of the product to the PLC, i.e. determine the type of profile and the length of the profile. Once the data have been set at the PLC, pressing the START button starts production and proceeds automatically from coil.
The machine is also equipped with photocells that monitor the actual production of the profile.
The production data is stored in real time, so that should the strip run out, the profiler stops and communicates the emergency, and then resumes processing once the strip is reinserted.
The machine also has a specially designed electrical cabinet that allows all electrical peripherals to be centralised by concentrating the power and control units in one dedicated cabinet. This allows easy maintenance and immediate diagnostics in the event of a technical intervention.
The system is equipped with an emergency button to stop the machine in the event of a fault that is not automatically detected.
Active and passive safety devices protect the operator during processing by certifying the machine CE, characterising the machine as safe to access the benefits of Italian and European law.
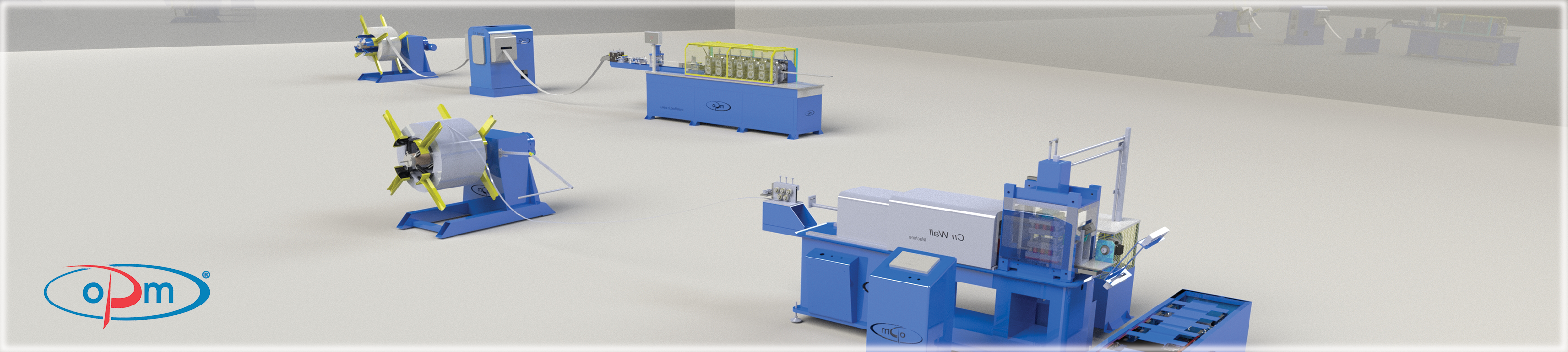
It is possible to have as an accessory a motorised unwinder with a maximum capacity of 2Ton with the possibility of adjusting the operating speed by means of an inverter. The decoiler also incorporates sensors to detect the strip out of position to stop both the decoiler and the machine in the event of an abnormal situation, protecting the machine from damage.
It is also possible to complete the profiler with a table/product collector (accessory) located at the exit of the machine to unload the finished product into it via a pneumatic tipper. The product catcher is equipped with wheels so that the newly produced profiles can be moved easily.




- Unwinder capacity: 2,000 kg
- Maximum working width: 350 mm
- Inner roll diameter: 480-750 mm
- Line drive power: 8.5 -12.5kw
- Roll forming speed: 25 m/min
- Length tolerance: ±1mm
- Sheet thickness: 0.3-4 mm
- Number of stations: 6-35
- Shaft diameter: 45-55 mm
- Tool material: 42CrMo4 nitrided to 64HRC
- Shaft material: 42CrMo4 28 HRC;
- Blade material: X210Cr12 58-60 HRC
- Transmission type: gear transmission
- Cutting type: Hydraulic shear
- Process control: SCHNEIDER ELECTIIC electronics, PLC Tex Computer
SEE ALSO DRYWALL ROLLFORMING MACHINE